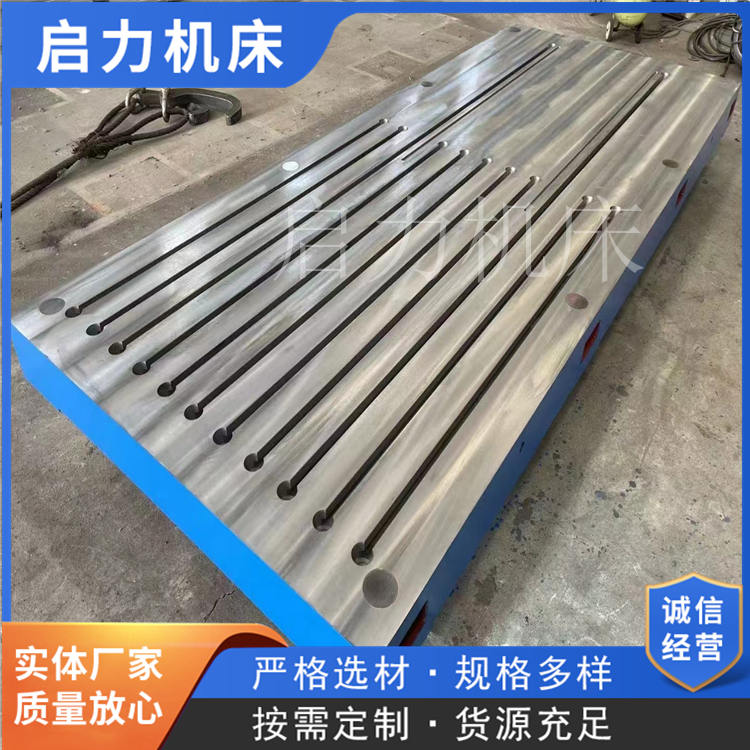
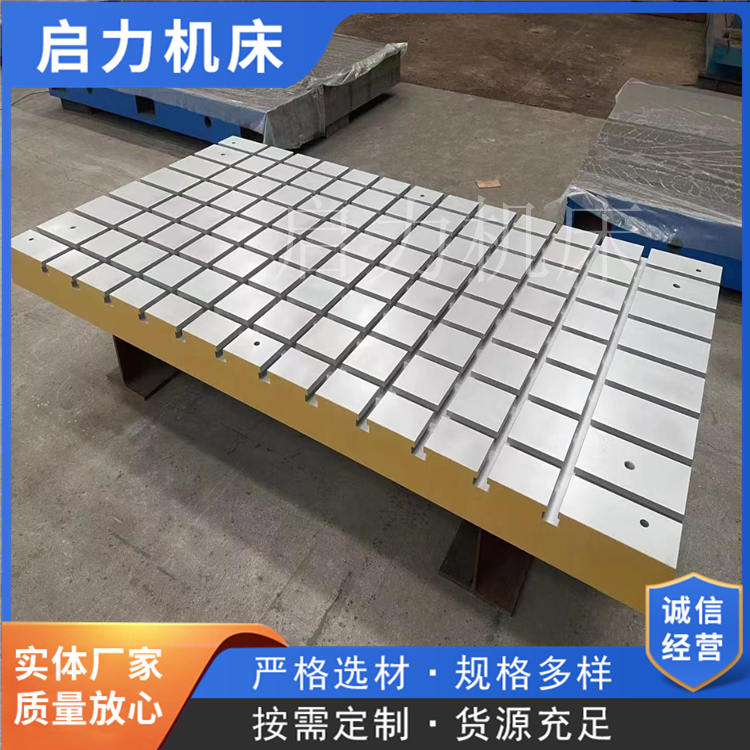
铸铁T型槽平台是机械行业中的一种工作台
随着市场对铸铁T型槽平台产品外观质量要求的不断提高,树脂砂铸铁T型槽平台在品质上的优势,必将日益受到重视,树脂砂这一铸件生产工得到迅速的发展和普及。
铸铁T型槽平台混制出的树脂砂温度常常超过了50度,这种条件下的树脂砂的可用时间(即从混制出砂到开始硬化的时间)只有几分钟还没制好,底层已经开始硬化,并且硬化后的铸型表面脆化,用手指在
铸型表面一按,铸铁T型槽平台铸型表面呈蜂窝状的疏松,在起模翻箱常出现破坏断裂的情况。
树脂砂生产的铸铁T型槽平台与粘土砂相比,树脂砂铸铁T型槽平台的外观质量依赖于模具的质量,因而树脂砂对模具的质量要求较高。我员在设计模具工艺时,充分考虑了树脂砂的点对原粘土砂铸铁T型槽平台工艺做了较大修改,使其较好的适应树脂砂造型的需要,
铸铁T型槽平台砂芯数量的确定,当内腔或孔的深径比(高度与直径或高度与宽度之比)不很大时,应才用自带砂芯。自带砂芯的高度和宽度之比不能太大时容易损坏。自带砂芯尺寸查表。砂芯和分块砂芯整体制造的砂芯,易于保证铸件精度,工装数目少,铸铁T型槽平台砂芯强度和刚度较好。但是,对于尺寸过大、形状芯,仍采用整体砂芯,操作不方便,应分成两个或几个砂芯来制造。
铸铁T型槽平台使用树脂砂虽然在硬化后具有较高的强度,但在铸铁T型槽平台实际生产中往往由于多种原因,也会有一些铸型破损的情况。破果不进行修补,将会降低铸件品质和造成铸造问题。在对铸铁T型槽平台铸型进行修补时,应根据破损位置及破损面积来采取不同方法。铁水不直接进行冲击的位置,可用刮刀将损坏处划出毛痕,清理干净,用新混制的树脂砂修补,待硬化后用砂纸或刮刀将尺寸和形状;对那些破损面积大,受铁液直接冲击的位置,在修补时需要打入铁钉或钢筋来加固,避免铁水的冲击造成夹砂等问题,
铸铁T型槽平台树脂自硬砂的硬化原理是:树脂在固化剂的催化作用下逐渐发生交联反应而自行硬化,固化剂的催化作用受温度大,温度升高催化作用加速,温度下降,催化作用减慢,因而呋喃树脂自硬砂在硬化过程中,硬化反应的速率与砂温有密切的硬化反应速率对硬化后铸铁T型槽平台铸型的强度有着重要的影响。所以要得到满足生产需要的铸型强度,须控制砂温。
加工余量:硬化后的树脂砂铸铁T型槽平台铸型有较好的刚度和较高的尺寸精度,且不易变形,所以在选择工艺参数时,可以选取较工余量,从而减少金属溶液的消耗和机械加工的成本,我厂根据自己的产品结构点,铸铁T型槽平台采用树脂造型后,在原粘土砂铸件机械加基础上提升了两个等级,从而提高了铸件的尺寸精度。
启力机床谢女士13785751790