如何正确的选择T型槽地轨及其中的安装方法
T型槽地轨良好的工艺性。所设计的T型槽地轨应便于制造、安装和操作,便于检验、维修和更换易损零件。设计时还要考虑车间现有的夹紧动力源、吊装能力及安装场地等因素,降低T型槽地轨制造成本。T型槽地轨体是夹具的基本件,它既要把夹具的各种元件、机构、装置连接成一个整体,而且还要考虑工件装卸的方便。因此,T型槽地轨的形状和尺寸主要取决于夹具各组成件的分布位置、工件的外形轮廓尺寸以及加工的条件等。
T型槽地轨精度等级有00、0、1、2、3级。T型槽平台工
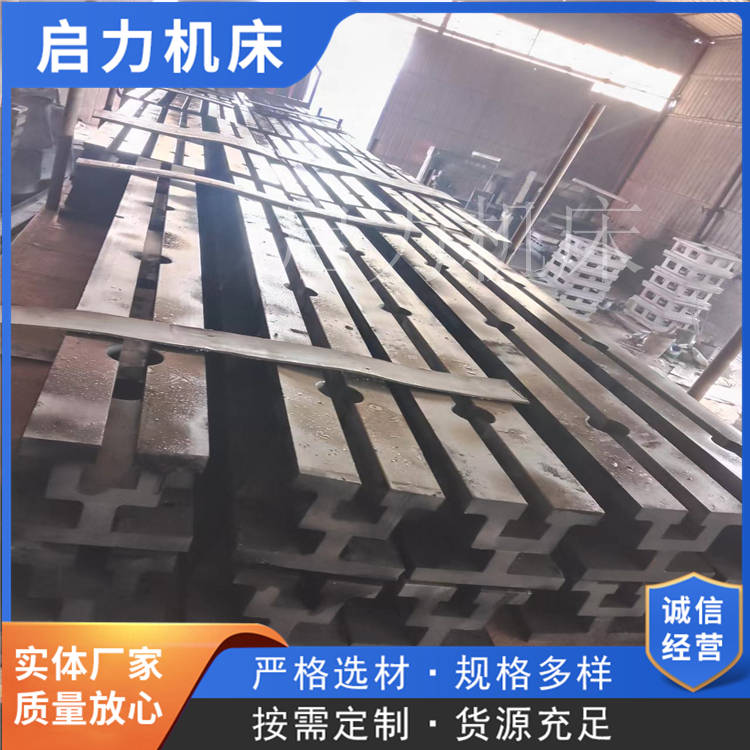
作面采用刮削工艺,工作面上可加工V形、T形、U形槽和圆孔、长孔等。T型槽地轨材质为(HT200~300),工作面硬度HB170~240.经过两次时效处理(人工时效及自然时效2~3年)。
T型槽地轨应具备足够的强度和刚度。T型槽地轨在生产中投入使用时要承受多种力度的作用,所以T型槽地轨应具备足够的强度和刚度。
T型槽地轨不能破坏工件的、位置和产品形状、尺寸符合图样要求。既不能允许工件松动滑移,又不使工件的拘束度过大而产生较大的拘束应力。
T型槽地轨运用时,外表清洁,工件固定结实,工作时间长,工件装卸完成后,避免钢板变形。固然产品,也不能坚持湿润、黑暗的。定期检查印版的度T型槽地轨具有良好的铸造性能、和切削加工性,消费工艺标准,焊后合金板具有良好的耐热性,因而T型槽地轨普遍应用于工业消费中。
T型槽地轨采用了人工刮研的工序。虽然人工刮研比较落后,但是对于T型槽地轨来说,在精度要求比较高的情况下,是任何机械加工都不可以取代的一种加工工艺。为了提高平台的使用寿命,其工作精度,建议对刮研控制在0.02mm以上,这样可有较长的使用寿命和检定周期。外观上出现震纹,产品表面粗糙程度加大,影响精度,更影响美观。而有了刮研这道工序后,就很少出现以上问题。防范工作表面有小范围的局部畸变,来T型槽地轨的使用精度。检查作表面的微观质量即微小峰谷的平面度,表面微观质量,才能T型槽地轨的使用寿命。
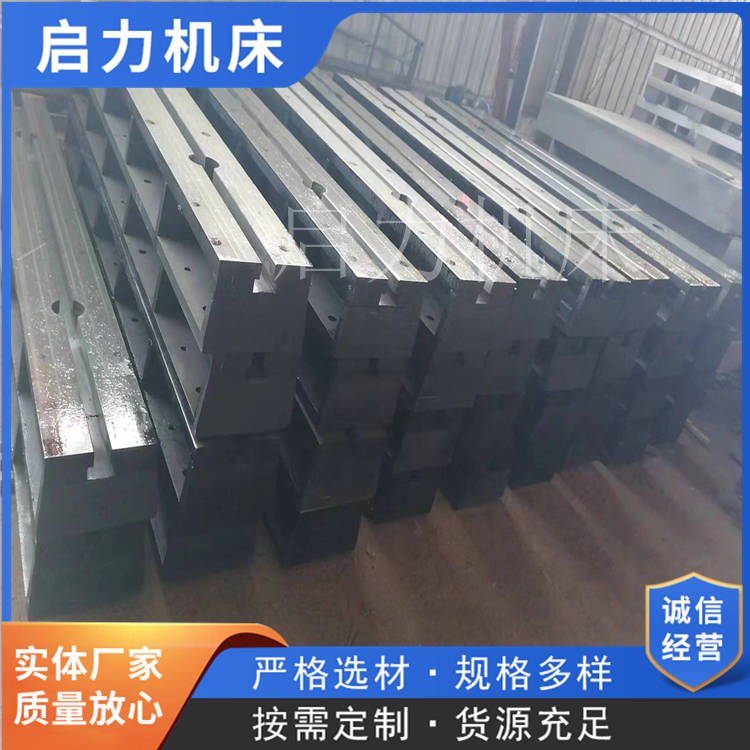
T型槽地轨在产品的工作、安装作业中都有用到。在一般的工作作业中,都是放在普通的平板上工人手拿焊件直接进行工作,这种工作方法可能会对人体造成伤害,并且工人在手拿工件工作时,假如手抖就会影响工作的精度跟工作效果,T型槽地轨的出现就解决了这些问题。T型槽地轨选用HT300材质铸造而成,作业面加工有100100距离的孔,孔径为28mm,可以配合夹具对工件进行装夹,装夹后工件稳固不易晃动精度稳定,工作效果也提升。
T型槽地轨湿研将液状研磨剂涂敷或连续加注于研具表面,使磨料(W14~W5)在工件与研具间不断地滑动与滚动,从而实现对工件的切削。湿研应用较多。干研将磨料(W3.5~W0.5)均匀地压嵌在研具表层上,T型槽地轨研磨时需在研具表面涂以少量的润滑剂,干研多用于精研。
启力机床谢女士13785751790