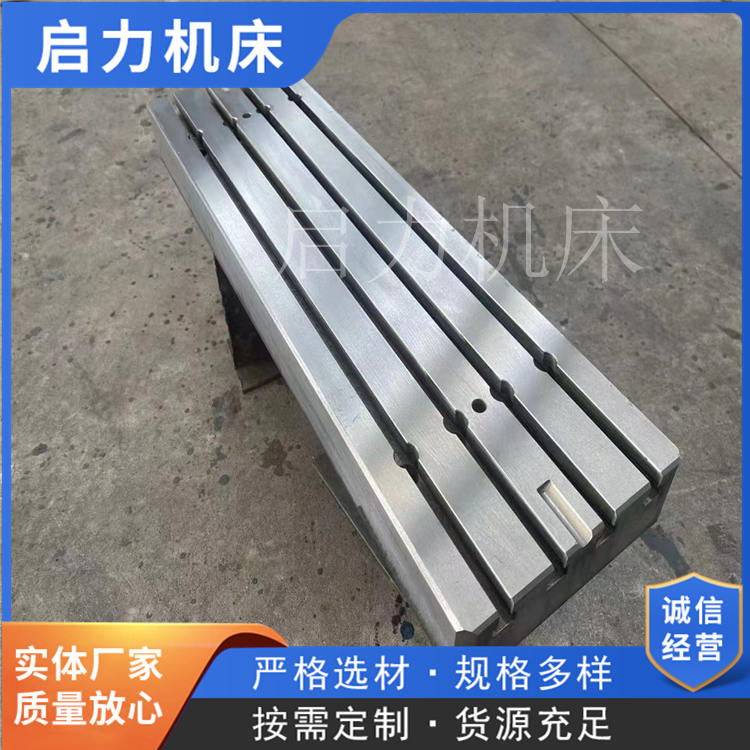
铸铁试验平台的生产工艺与使用检验过程
铸铁试验平台消失模铸造是把与铸件尺寸形状相似的泡沫模型粘结组合成模型组,刷涂耐火涂料并烘干后,埋在铸铁试验平台树脂砂中造砂型,在铁水浇铸的同时,使模型气化,液体金属占据模型位置,凝固冷后形成铸铁试验平台的新型铸造方法。消失模铸造是一种近无余量、成型的新工艺,该工艺无需取模、无分型面
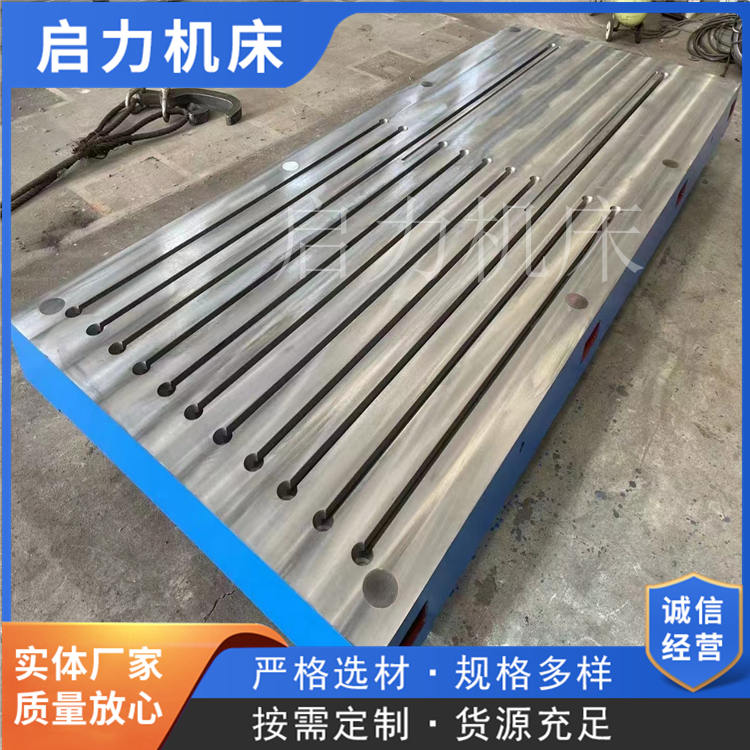
、无砂芯,因而铸件没有飞边、毛刺和拔模斜度,并减少了由于型芯组合而造成的尺寸误差。
常见的铸铁试验平台中主要问题有以下方面:1、气孔:造成影响铸铁试验平台气孔的原因是有造型材料中存在水分进行过多或含有中国大量的发气物质;型砂和芯砂的透气性差;浇注速度过快。2、砂眼:铸铁试验平台砂眼产生的原因为成型砂强度不足;成型砂密实度不足;浇筑速度过快等。3、缩孔:造成缩孔的原因是铸件在凝固过程中补缩不好。4、粘砂:造成铸铁试验平台粘砂的原因是型砂的耐火性差或浇注系统温度要求过高。5、裂纹:裂缝铸件壁厚是由大的差异引起的;浇注系统设置不当等
以进步透气性、流动性等。铸铁试验平台泡沫型所选的材质的密度也是很关键的,密度低的材质,制造出来的泡沫型在制造出来后,在装入沙箱的过程中,就有可能出现损坏的情况。如果泡沫型处理好了,一些铸铁试验平台铸造问题就能的进行避免,比如说铸铁平板工作面塌陷,厚薄不均的问题,都能够进行解决。
铸铁试验平台的焊接性很差,铸铁与钢焊接,主要问题在铸铁一侧,其焊接性和焊接工艺主要考虑铸铁的机
铸铁试验平台型壳面层材料中的氧化物过多据相关资料介绍,由于锆砂具有导热性好,蓄能力大,耐火度高等优点,在生产不锈钢熔模铸件时,采用锆砂作为铸铁试验平台型壳面层耐火材料。纯耐火度为2000℃以上,但是随着杂质含量的增加,耐火度相应下降。当锆砂中含有Ca、Mg氧化物杂质时分温度会下降到1300℃左右,当含有K氧化物时,其分温度会下降到900℃左右。锆砂是ZrO2?SiO2二元系中的化合物,其分时析出的无定形的SiO2具有很高的活,能与金属中的Cr、Ni、等合金元素在高温下发生化学反应,致使铸铁试验平台的表面产生麻点。
用吊车吊运铁水前应检查吊钩、链子是否,吊运时链子不准打结,要有专人负责跟随铁水包,经过路线,不得有闲杂人员。铸造铸铁试验平台时,严格贯彻六不浇:(1)铁水温度不够不浇;(2)铁水牌号不对不浇;(3)不挡渣不浇;(4)砂箱不干不浇;(5)不放外浇口不浇;(6)铁水不够不浇。
如某熔模铸造厂生产不锈钢铸件,原来铸铁试验平台型壳面层材料选用石英砂/粉,严重时铸件的麻点问题约占80.后来更换锆英砂/粉(没有进行来料检验)和硅酸乙酯水解液作为粘结剂时,铸件的麻点问题有所降低,但仍然在50左右。当采取来料检验,控制锆英砂/粉中的氧化物后,铸铁试验平台的麻点问题不仅数量大幅度较少,而且麻点问题的程度也明显减轻。
启力机床谢女士13785751790