整体式孔口去毛刺倒角刀
SV-BO去毛刺倒角刀具是一款单次工序中去除平面或曲面上孔口正反面毛刺刀具
其简单的设计原理使得无需翻转工件或主轴停转即可完成正反孔口的毛刺去除工作。
其主要用在大批量零件生产中的CNC机床上。当然也可用于手工和台钻摇臂钻的去毛刺使用。
SV-BO标准刀具的范围是D0.8mm至10 mm.对于大于10mm的孔去毛刺,我们推荐使用SV-BW去毛刺刀具。也可非标定制大规格SV-BO系列刀具。
刀具特点
刀具依靠材料的塑性变形完成过孔
上下刃口中间过渡圆滑,保证了刀具过孔不会刮伤孔壁(粗糙度Ra0.8以下会有轻微痕迹)。
M42高速钢热处理硬度63HRC,有效保证了刀具刃口的耐磨性及整体的韧性。
刀具描述
SV-BO正反去毛刺倒角刀分为3类,不等柄单刃-主要针对0.8mm至2.8mm的小孔,等柄单刃-主要针对2.8mm至5.56mm的孔,等柄双刃-主要针对5.56mm至10.31mm的孔。
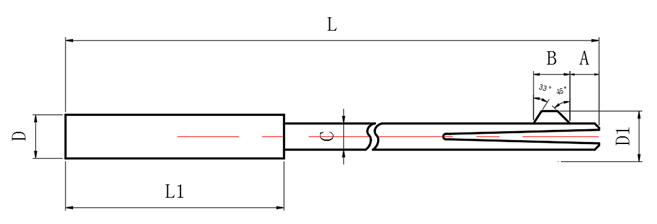
去毛刺倒角刀-不等柄单刃
结构简图
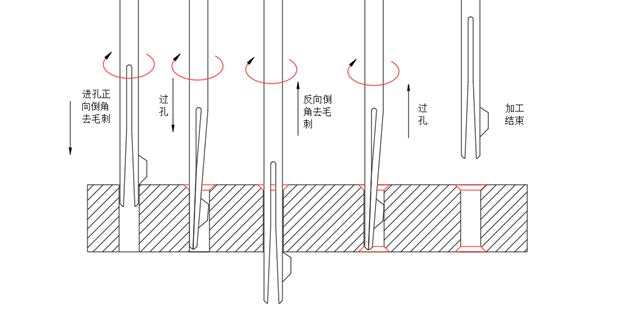
倒角过程
规格表
型号 | 可加工孔径范围 | L | L1 | D | C | A | B | D1 | 推荐转速rpm |
SV-BO-0.8 | 0.8-0.9 | 45 | 15 | 3 | 0.7 | 1 | 1.5 | 1.4 | 1800 |
SV-BO-0.9 | 0.9-1.0 | 45 | 15 | 3 | 0.8 | 1 | 1.5 | 1.6 | 1800 |
SV-BO-1.0 | 1.0-1.1 | 45 | 15 | 3 | 0.9 | 1 | 1.5 | 1.8 | 1800 |
SV-BO-1.1 | 1.1-1.2 | 45 | 15 | 3 | 1.0 | 1 | 1.5 | 2 | 1800 |
SV-BO-1.2 | 1.2-1.3 | 45 | 15 | 3 | 1.1 | 1 | 1.5 | 2.2 | 1800 |
SV-BO-1.3 | 1.3-1.4 | 45 | 15 | 3 | 1.2 | 1 | 1.5 | 2.4 | 1800 |
SV-BO-1.4 | 1.4-1.5 | 45 | 15 | 3 | 1.3 | 1 | 1.5 | 2.6 | 1800 |
SV-BO-1.5 | 1.5-1.6 | 50 | 15 | 3 | 1.4 | 2 | 2.5 | 2.8 | 1500 |
SV-BO-1.6 | 1.6-1.7 | 50 | 15 | 3 | 1.5 | 2 | 2.5 | 3 | 1500 |
SV-BO-1.7 | 1.7-1.8 | 50 | 15 | 3 | 1.6 | 2 | 2.5 | 3.2 | 1500 |
SV-BO-1.8 | 1.8-1.9 | 50 | 15 | 3 | 1.7 | 2 | 2.5 | 3.4 | 1500 |
SV-BO-1.9 | 1.9-2.0 | 50 | 15 | 3 | 1.8 | 2 | 2.5 | 3.5 | 1500 |
SV-BO-2 | 2.0-2.2 | 50 | 15 | 3 | 1.9 | 2 | 2.5 | 3.7 | 1500 |
SV-BO-4 | 2.2-2.4 | 50 | 15 | 3 | 2.1 | 2 | 2.5 | 4.2 | 1500 |
SV-BO-5 | 2.4-2.6 | 50 | 15 | 3 | 2.3 | 2 | 2.5 | 4.6 | 1500 |
SV-BO-6 | 2.6-2.8 | 50 | 15 | 3 | 2.5 | 2 | 2.5 | 4.9 | 1500 |
推荐进给F=0.05-0.2mm/rpm
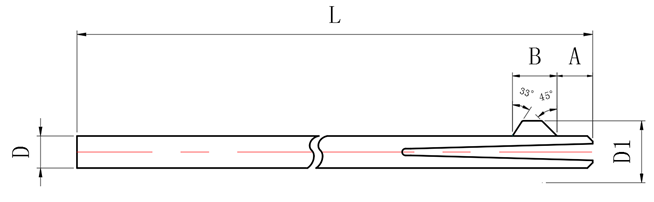
去毛刺倒角刀-单刃
结构简图
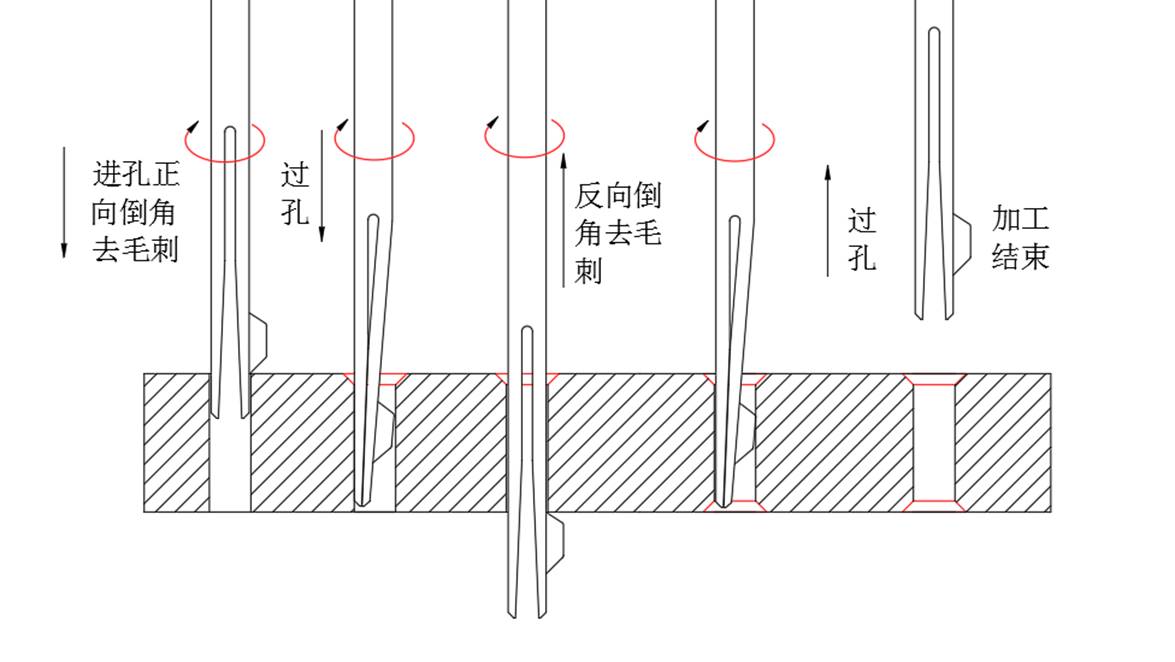
倒角过程
规格表
型号 | 可加工孔径范围 | L | D | A | B | D1 | 推荐转速rpm |
SV-BO-7 | 2.8-3.18 | 101.6 | 2.75 | 3.18 | 4.45 | 5.26 | 1200 |
SV-BO-8 | 3.18-3.55 | 101.6 | 3.15 | 3.18 | 4.45 | 5.54 | 1200 |
SV-BO-9 | 3.55-3.96 | 101.6 | 3.58 | 3.18 | 4.45 | 5.9 | 1200 |
SV-BO-10 | 3.96-4.36 | 101.6 | 3.9 | 3.18 | 4.45 | 7.18 | 1200 |
SV-BO-11 | 4.36-4.74 | 101.6 | 4.34 | 3.18 | 4.45 | 7.54 | 1200 |
SV-BO-12 | 4.74-5.15 | 101.6 | 4.72 | 3.18 | 6.22 | 7.98 | 1200 |
SV-BO-13 | 5.15-5.56 | 101.6 | 5.13 | 3.18 | 6.22 | 8.44 | 1200 |
推荐进给F=0.05-0.2mm/rpm
去毛刺倒角刀-双刃
结构简图
倒角过程
规格表
型号 | 可加工孔径范围 | L | D | A | B | D1 | 推荐转速rpm |
SV-BO-14 | 5.56-5.94 | 101.6 | 5.54 | 6.48 | 6.22 | 10.3 | 800-1000 |
SV-BO-15 | 5.94-6.35 | 101.6 | 5.92 | 6.48 | 6.22 | 10.74 | 800-1000 |
SV-BO-16 | 6.35-6.75 | 101.6 | 6.32 | 6.48 | 6.22 | 11.1 | 800-1000 |
SV-BO-17 | 6.75-7.13 | 101.6 | 6.73 | 6.48 | 6.22 | 11.52 | 800-1000 |
SV-BO-18 | 7.13-7.54 | 101.6 | 7.11 | 6.48 | 6.22 | 11.96 | 800-1000 |
SV-BO-19 | 7.54-7.95 | 101.6 | 7.52 | 6.48 | 6.22 | 12.3 | 800-1000 |
SV-BO-20 | 7.95-8.33 | 101.6 | 7.92 | 7.24 | 6.48 | 12.7 | 800-1000 |
SV-BO-21 | 8.33-8.71 | 101.6 | 8.31 | 7.24 | 6.48 | 13.14 | 800-1000 |
SV-BO-22 | 8.71-9.11 | 101.6 | 8.69 | 7.24 | 6.48 | 13.52 | 800-1000 |
SV-BO-23 | 9.11-9.52 | 101.6 | 9.09 | 7.24 | 6.48 | 13.94 | 800-1000 |
SV-BO-24 | 9.52-9.9 | 112.7 | 9.5 | 8 | 6.48 | 15.9 | 800-1000 |
SV-BO-25 | 9.9-10.31 | 112.7 | 9.88 | 8 | 6.48 | 16.28 | 600 |
推荐进给F=0.05-0.2mm/rpm
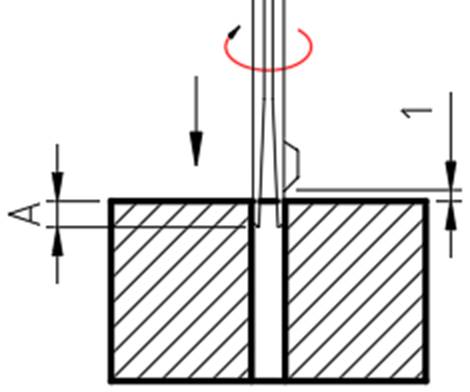
刀具使用步骤
1.快速将刀具移动至工件孔口上方,可以参考刀杆端面离孔口距离A
|
|
2.以工进的方式向前加工至刀杆端部离开孔口距离为B的位置(确保刀片已完全收入刀体)
|
|
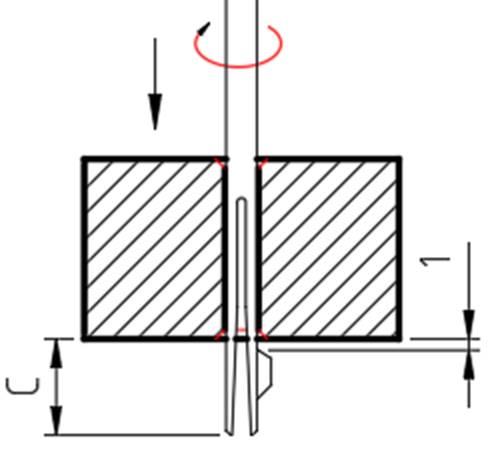
3.快速过孔至刀杆端部到孔背面距离等于C,使刀片能完全伸出
|
|
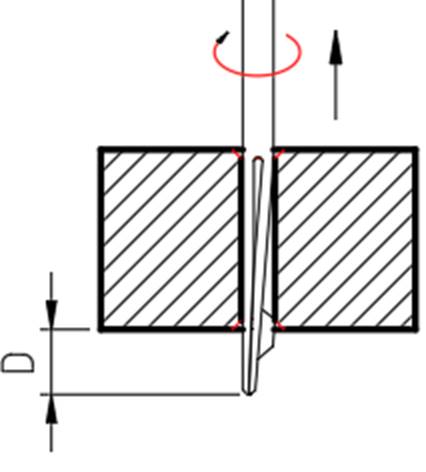
4.反向工进去除背面毛刺,直至进给到刀杆端面离开孔背面距离为D的位置,随后刀具可快速移出孔内
|
|
注意:当孔口为曲面时,编程时请考虑不平整值X。(即把X作为工件材料的一部分)
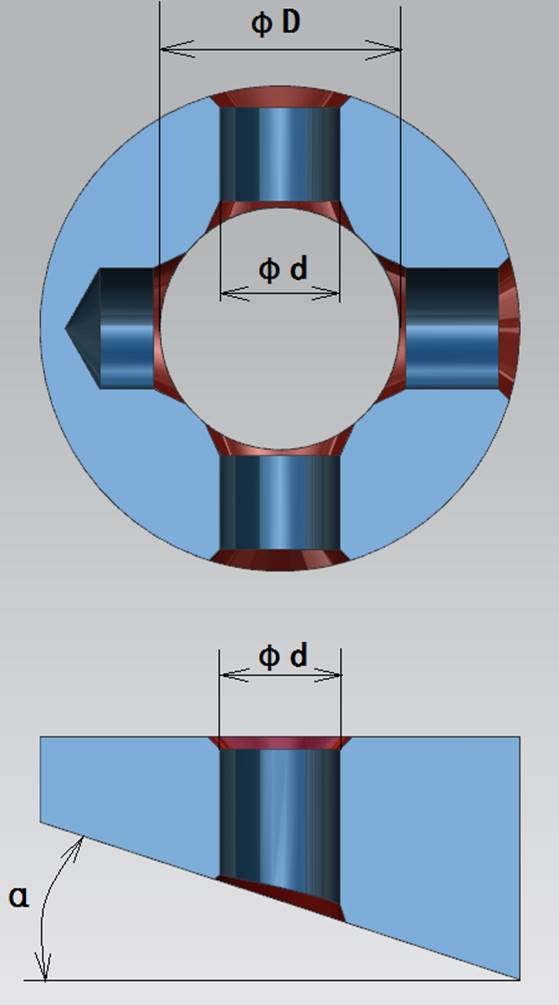
6 可加工斜率
SV-BO正反孔口去毛刺刀具对孔径比有要求,最大孔径比(d:D)约为0.5。其相当于基孔所在的斜面的角度在15?以内。 如果基孔和主孔的孔径比(d:D)大于0.5,表示其斜度大于15?,我们只能修改刀片主偏角和后角来实现(需要测试能否满足客户要求) 当加工如图贯穿孔的时候,主轴转速需要降低,进给保持不变。
|
|
7 去毛刺倒角过程中产生的问题解决
故障现象 | 产生原因 | 解决方案 |
孔口正反倒角尺寸不一致 | u 前向和后向的进给量不一致 u 前后毛刺厚度不一致 | ? 可以在倒角过小的一侧减小进给量 ? 可以在倒角过大的一侧增加进给量 |
倒角没有被加工出来 | u 刀片太钝了 u 毛刺太厚 | ? 更换新刀 ? 更换钻头 |
倒角尺寸太小,毛刺没有被去除 | ? 进给量太大 | ? 降低进给 |
倒角尺寸太大 | ? 进给量太小 ? 刀具尺寸选型过大 | ? 可以增加进给速度 ? 选用较小尺寸的刀具 |
倒角不均匀 | u 转速太高 u 小孔与大孔的直径比过大
| ? 降低转速 ? 过大的孔径比无法使用SV-BO刀具解决
|
倒角面上出现振纹 | u 工件或者刀片固定强度不够 u 刀具处于不稳定状态 u 转速太高 | ? 确保工件及刀具都固定稳妥 ? 增加刀片进给量 ? 降低转速 |
产生二次毛刺 | u 进给太慢 u 刃口太钝 | ? 增加进给 ? 更换新刀 |
SV-BO正反去毛刺倒角刀也适用于手动加工,但建议刀具固定夹持在手枪钻上,移动工件加工:
业务咨询:932174181 媒体合作:2279387437 24小时服务热线:15136468001 盘古机械网 - 全面、科学的机械行业免费发布信息网站 Copyright 2017 PGJXO.COM 豫ICP备12019803号