
600合金是一种无磁的镍基高温合金,结合了高强度,冷热加工性能和耐腐蚀能力。并且该合金展现出很好的耐热性能,在整个退火到重度冷作加工过程中,不会出现时效腐蚀或应力腐蚀。
化学成分
碳 0.10%以下
硫 0.015%以下
铬 14.00-17.00%
铜 0.50%
锰 1.00%以下
硅 0.50%以下
镍 72.00%以上
铁 6.00-10.00%
物理性质
比重:8.43
密度:0.3070 lb/in3
平均比热(77-212?F):0.1090 Btu/lb/?F
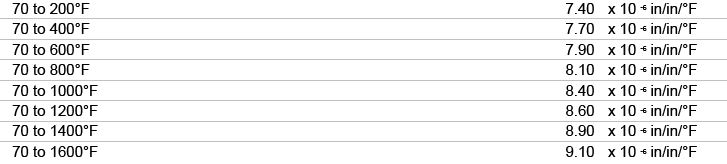
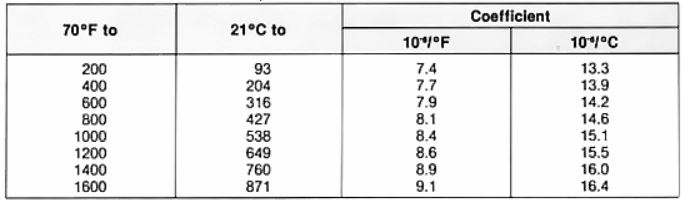
平均热膨胀系数
导热率: 104.0BTU-in/hr/ft2/?F
弹性模量(E)
受拉和受压: 31.0 X 103 ksi
扭转和受压: 11.0 X 103 ksi
电阻(77?F):620.0 ohm-cir-mil/ft
熔距: 2540?F

机械性能
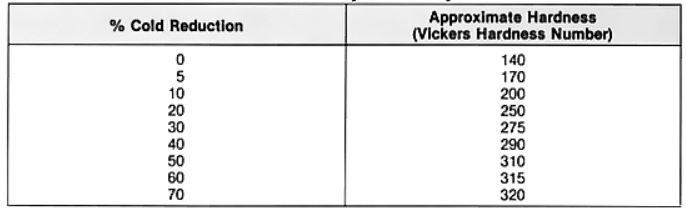
冷轧对硬度的影响
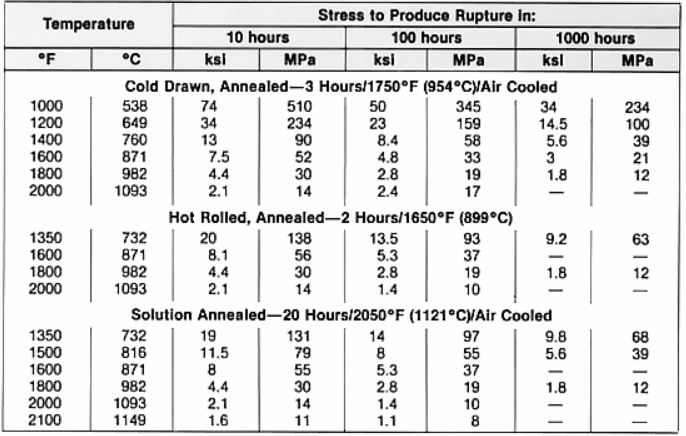
应力开裂强度
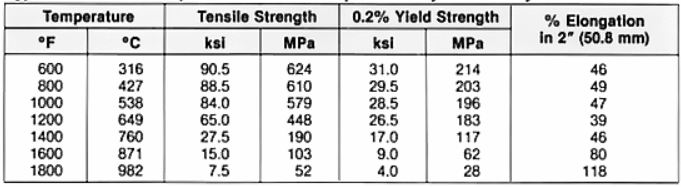
升温环境的抗拉强度
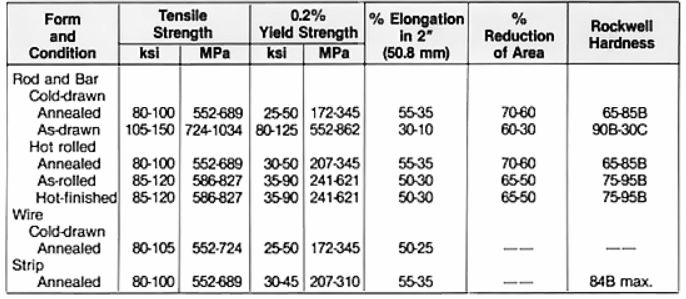
机械性能
热处理
600合金不能时效硬化,只能冷作硬化。
软化退火开始的温度是871?C,在982?C加热10-15分钟即可结束退火。超过982?C会产生不良的晶粒生长,但是在1038?C稍微加热一下可以使材料完全软化,且不会出现过度的晶粒生长。
冷却速度不影响软化效果,所以可以用水淬也可以空冷。
加工性能
热加工
低硫还原炉气氛可用于锻造600合金。热加工的大部分工作量应在1260-1010?C温度范围内进行,少量的热加工可以持续至温度降至871?C。871-649?C之间材料延展性较低,不宜进行热加工。
冷加工
为得到更高的性能,600合金可在649?C以下进行冷加工。
机加
600合金的热加工状态和退火态都可以进行机加。由于该材料机加时会产生大量的热,应采用高速钢,有色金属铸件或硬质合金刀具,并保持刀具锋利。
高速钢和有色金属刀具的车削速度为0.18-0.23m/s,硬质合金刀的车削速度为0.51-0.89m/s。该速度范围为平均值,需根据工件的实际情况来调整速度和进刀量。
润滑油需用硫基的。在加温处理,如焊接前,需彻底清除润滑油。
焊接
600合金可用普通的焊接和钎焊。
业务咨询:932174181 媒体合作:2279387437 24小时服务热线:15136468001 盘古机械网 - 全面、科学的机械行业免费发布信息网站 Copyright 2017 PGJXO.COM 豫ICP备12019803号