T型槽地轨对机械加工行业的共享置信大家都众目睽睽
T型槽地轨的凝固速率就越低。凝固速率的降低,就有助于按铁-石墨稳定系统凝固,而且能A型石墨组织。T型槽地轨处置的作用灰铸铁的力学性能在很大水平上取决于其显微组织。未经育处置的T型槽地轨,显微组织不稳定、力学性能低下、T型槽地轨的薄壁处易呈现白口。为铸件质量的分歧性,育处置是的。T型槽地轨育处置所用的育剂,参加量很少,对铸铁的化学成分影响甚小,对其显微组织的影响却很大,因此能灰铸铁的力学性能,对其物理性能也有明显的影响。
应严格控制压型内外表的粗糙度,时应该抛光处理。T型槽地轨蜡模蜡
模外表粗糙度是影响铸件外表粗糙度的重要要素。T型槽地轨压制蜡模的工艺参数对蜡模外表粗糙度影响很大,如模料搅拌不充分,模料的各种成分混溶不均匀;或模料温度不均匀;蜡料和压型的温度低,注蜡压力小、保压时间短等原因,均会使蜡模的外表粗糙度高。
再说T型槽地轨制壳工序:涂料消费时常常发现铸件外表磕碰后变形,次要缘由是操作时不留意模组与涂料桶壁或许模组放置时太近互相碰撞也能够形成蜡件变形初招致T型槽地轨变形。另外,模壳设计厚度也会对铸件变形有影响,如,模壳鼓胀形成铸件尺寸与图纸不符也是一种铸件变形。再离开熔化工序:模壳焙烧也能够形成T型槽地轨变形,模壳焙烧时摆放不好或许叠加摆放,也有能够形成模壳变形,招致铸件变形;浇注零碎设计,浇注温度,铸件冷方式等都会形成铸件变形。
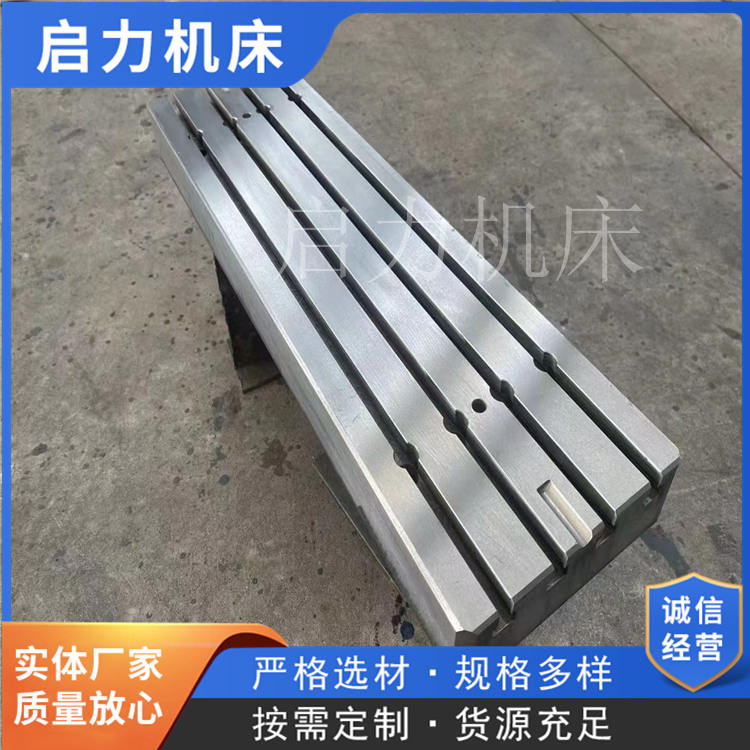
T型槽地轨工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观问题。T型槽地轨工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造问题。各铸造表面应型砂,且表面平整、涂漆牢固,各边应修钝。T型槽在平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。T型槽地轨设置吊装位置时应考虑尽量减少因吊装而引起的变形。
T型槽地轨工件材料和外表质量的影响。如当工件为铸铁时,磨损较大;工件为铜、铝等软金属时,磨损较小;T型槽地轨外表粗糙的工件简单划伤的丈量面。不正确运用铸铁渠道,如用T型槽地轨丈量正在旋转的工件会形成很快磨损等。以上这些形成铸铁渠道精度失准的原因,大家在作业中遇到,不能惧怕他,得处理他,这样我们的出产的T型槽地轨在作业中的去运用。
应制定合理的制模工艺,并严格执行。T型槽地轨型壳型壳的外表粗糙度是影响铸件外表粗糙度的要害条件。型壳的外表粗糙度与下列要素有关:蜡模外表应清洗干净,去除油质等,有利于蜡模的涂挂性;2.3.2对于硅溶胶涂料,应参加适量的潮湿剂(外表剂),涂料可以均匀的涂挂在蜡模的外表上;同时参加消泡剂,避免涂料中有较多的气体。
启力机床谢女士13785751790
