
过滤器完整性测试仪特点 气泡点法
当多孔膜材料被合适的浸润液完全湿润后,由于液体的表面张力和相应毛细管张力的作用, 浸润液充满膜孔并驻留在孔中。在滤材的两侧加上气体压差,要克服毛细管压力将孔道中的液体 赶走而冒出气泡,气体的压差必须增大到某一值ΔP,这个压差值就称为气泡点,其计算公式如 式 1。式 1 表明,孔径愈小,气泡点愈高,因此可以用气泡点来检测过滤器的性能。
ΔP=K4σ cosθ / D
( 式 1)
其中: ΔP—压差(达因/厘米 2),气泡点值
σ—浸润液的表面张力(达因/厘米)
θ—滤膜与浸润液的接触角
D—孔径(厘米)
K—孔形系数(因为真实的滤膜上的孔不是圆柱形)
过滤器完整性测试仪特点 多孔材料渗透性测试
首先将干燥的样品安装至测试组件内,与测试仪的出口连接;已经润湿的待测样品需放入烘箱中烘干,冷却至室温后装入测试组件中;将组件的快接头与测试仪的出口连接。
测试过程中,首先打开“开关/保压”按钮,使测试仪与气源连通,缓慢调节控制阀(逆时针旋转),使压力示数缓慢匀速上升,且随时关注流量显示情况,记录多个压力对应流量数据(至少5 个),以备后续计算。
保压法(压力衰减)
滤材被液体(湿润液)浸润后,在滤材的两侧加上气体压差,并使滤材上游成为一个密闭 的气压腔,所加的压差值略小于滤材的气泡点(一般设定在气泡点的 80%),这时气体不能在滤 材的毛细孔中直接流通,但气体分子可以通过毛细孔中的液体扩散至下游,这种由于气体扩散而 形成的气体流量称为扩散流。由于气体的扩散,滤材上游的压力将衰减,衰减值的大小和滤材的 过滤性能形成对应关系,因此测得一定时间内的压力衰减值就能判断过滤器的性能。
扩散流(前向流)测试
指当气体压力在滤芯起泡点值的80%时,这时还没有出现大量的气体穿孔而过,只是少量的气体先溶解到液相的隔膜中,然后从该液相扩散到另一面的气相中,这部分气体称之为扩散流。
因此本测试过程:首先通过泡点仪的微量调节阀控制气体流量,使得测试压力逐渐上升,当压力接近于泡点压力80 %时,减小微量调节阀的开度,减缓压力上升,直至压力稳定在泡点压力80 %的压力。采用气体流量计直接测试透过过滤器的流量;或者采用量筒收集过滤器透过侧的气体体积,同时采用秒表记录冒泡的时间,以此计算透过的流量,将测试的流量与过滤器厂家的值进行比较,如果小于最大流量限值,表明过滤器完好,否则需更换过滤器的滤芯。起泡点值只是一个定性的值,从开始起泡到最后的群起泡是一个比较长的过程,不能准确的定量。而测量扩散流值是一个定量值,不但能准确的确定过滤器的完整性,而且还能反应出膜的孔隙率、流量和有效过滤面积等方面的问题,同时扩散流的测试压力要低于最小泡
点的压力,能起到保护滤芯、延长滤芯使用寿命的目的,这也就是为什么现在国外滤芯厂家都只用扩散流法测试完整性的原因。
准备工作 
1. 将仪器安放在一平稳、清洁之工作台上。
2. 准备好 220V, 50Hz 的交流电源。
3. 备好干燥清洁的空气或氮气作为气源。
4.若用易燃液体作为浸润液时,要保持测试场地的通风。
注意 | 1.该测试仪机内为精密电子元件,要尽量保持存放和测试环境的清洁,过多的尘埃会影响仪器的使用寿命。 2.避免在高温或有凝露的场所使用该仪器。当从温差较大的地方移动仪器时,要等仪器中的凝露消失后才能通电操作。 |
仪器特点
1.高智能化:测试流程全自动控制,无需人工干预;
2.高可靠性:检测精度高,重现性好;
3.高人性化:中文/英文操作环境,触摸屏输入,操作界面友好;
4.多功能化:可用于测试单芯滤器、多芯滤器,多种测试功能;
5.高集成化:仪器采用便携设计,体积小,使用轻便;
6.高科技化:采用ARM9控制器,Windows CE 6.0系统;
7.高实用化:数据存储、实时打印检测结果,符合GMP的要求。
采用 5.7″带背光数字液晶显示屏;
中文菜单及提示,实时显示测试数 据和曲线,并可打印测试结果及测试曲线,以便监控测试全过程,帮助分析滤膜及过滤系统的性 能;
机内大容量存贮空间,可存贮 50 组测试结果及 50 组测试参数。过滤器完整性的全部操作测 试过程仅在过滤器的上游进行,对过滤器的下游无污染,尤其适用于除菌过滤器的检测。
此测试仪可广泛运用于医药、生物工程、食品饮料、微电子等行业,也是过滤器制造商进 行过滤器检测的常规仪器。
主要功能:
多功能化:可用于测试单芯滤器、多芯滤器,多种测试功能;
高实用化:数据存储、实时打印检测结果,符合GMP的要求。
高智能化:测试流程全自动控制,无需人工干预;
高可靠性:检测精度高,重现性好;
高集成化:仪器采用便携设计,体积小,使用轻便;
高人性化:中文/英文操作环境,触摸屏输入,操作界面友好;
高科技化:采用ARM11控制器,WindowsCE6.0系统;
气路连接
1.根据需要按图 3-1 或图 3-2 连接气路,将浸润过的滤膜或滤芯分别装入滤盘或滤器中。
2.进行气泡点和保压测试时,按图 3-1 连接需关闭阀门 V1、V2、V4 和 V5,开启阀门 V3; 按图 3-2 连接需关闭阀门 V2、V4 和 V5,开启阀门 V1、V3。
3.将气源压力调节至高于实际气泡点 0.15—0.25MPa 并能基本稳定。如用水作浸润液一般 应调节至 0.6MPa,用醇类作浸润液一般应调节至 0.3-0.4MPa。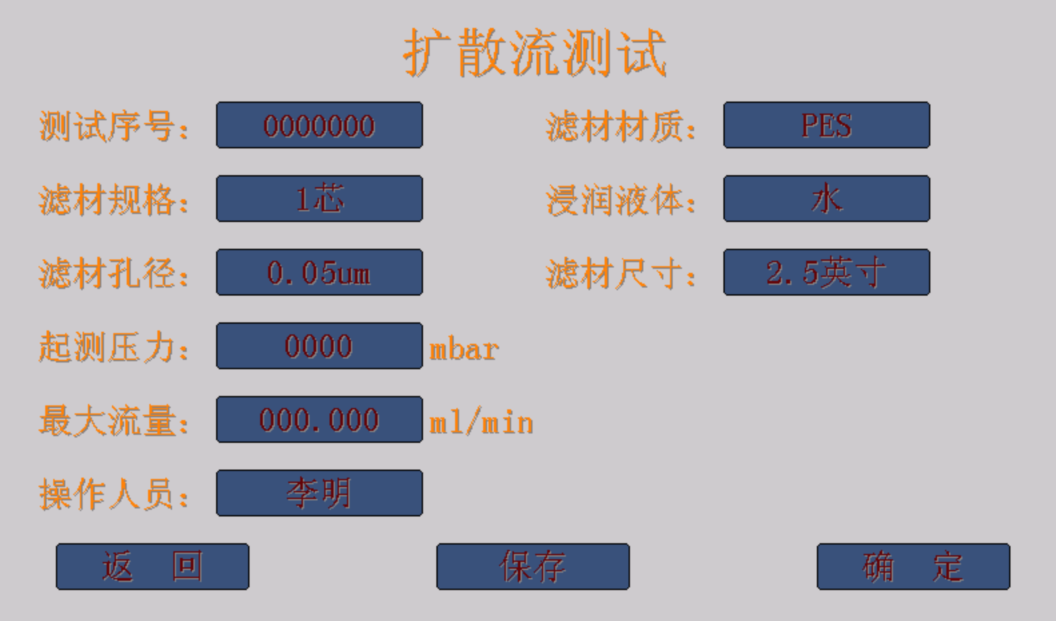
4.调节后面板上的气流调节旋钮至合适位置(具体操作方法详见第18页气流调节)。出厂 时均调至 1 芯折叠筒式过滤器位置,如要测试的过滤器为 1 芯折叠筒式过滤器时,无需 调节气流调节阀。
5.测试前(特别是第一次测试前)先要进行滤壳的气密性检测,进行滤壳气密性检测时滤 膜或滤芯不能装在滤盘或滤壳内。按图 3-1 连接进行气密性测试时关闭所有阀门,按图 3-2 连接进行气密性测试时只打开阀 V1,其它阀门均关闭。可依照第17页手动测试的实 际应用中所述的气密性检测方法或第17页所述的气密性测试法,前一种方法更为直观。
图3-1筒式过滤器完整性测试气路连接图
图3-2膜片过滤器完整性测试气路连接图
注意 | 1.完整性测试的对象是整个过滤系统,因此气路中应选用气密性良好的滤壳和阀门, 系统中任何一处即使有微量的泄漏,也会影响测试结果,甚至导致测试失败。 2.测试仪出气管(蓝管)必须连接于过滤器的顶端,以防止放气时过滤器中的液体流入仪器中,缩短仪器的使用寿命。 3.因为温度变化对测试精度有较大的影响,因此测试时要保证滤芯和测试用气的温度要和环境温度一致,且测试过程中一定要始终保持室温恒定。 |
关于仪器返厂维修:1、维修维护全面 :设备损坏后,使用者往往对设备损坏情况描述不清、不全面,经常会出现技术人员到达现场之后,发现工具不全或者零配件需要更换却没有提前准备零配件,常常会造成被动或者维修迟缓的局面,耽误客户使用。设备返厂维修,厂内零配件及工具齐全,技术人员在维修设备同时,按照公司要求会利用厂内设施为返厂的设备做系统的维护,将一些细微的毛病及早解决。2、响应速度快 :设备损坏后,我们即使以最快的速度为您安排相关的技术人员出差,也要走流程等待技术部门安排具体的人员出差,往往需要一定时间。有时因为技术人员连续出差,耽搁在某地,偶尔还会耽误与客户提前约定好的时间。 现在物流快递行业发达,全国各地运输都很快捷方便,返厂维修往往能更省事省力。
业务咨询:932174181 媒体合作:2279387437 24小时服务热线:15136468001 盘古机械网 - 全面、科学的机械行业免费发布信息网站 Copyright 2017 PGJXO.COM 豫ICP备12019803号
