铸铁装配平台的面板厚度是由什么原因影响的
铸铁装配平台在运输过程中的留意事项:为了避免铸铁平台发作变形,在吊装铸铁平板时,要用四根一样长度的钢丝绳同时挂住周边上得四个起够起吊并装在运输工具上。透风、枯燥的环境中,远离热源和有腐蚀的气体、液体的环境是合适于装置铸铁装配平台的理想之所在装置时应使各个支持点用调整垫铁垫好、垫实,由技术职员将其调整至合格精度。
一般应使用普通碳素钢和低合金结构钢,钢未经技术主管部门同意不得用作废钢。表面有严重锈蚀(厚度超过1mm)时,需用清理滚筒或其他方法除锈后才可使用。废钢进厂后应进行仔细检查,将混入的铸铁,高合金钢和有色合金排拣干净,对成分不明的废钢应取样分析或火花鉴别,然后按成分分别堆放。
铸铁装配平台的安装方式有哪些:垫铁安装:铸铁装配平台调
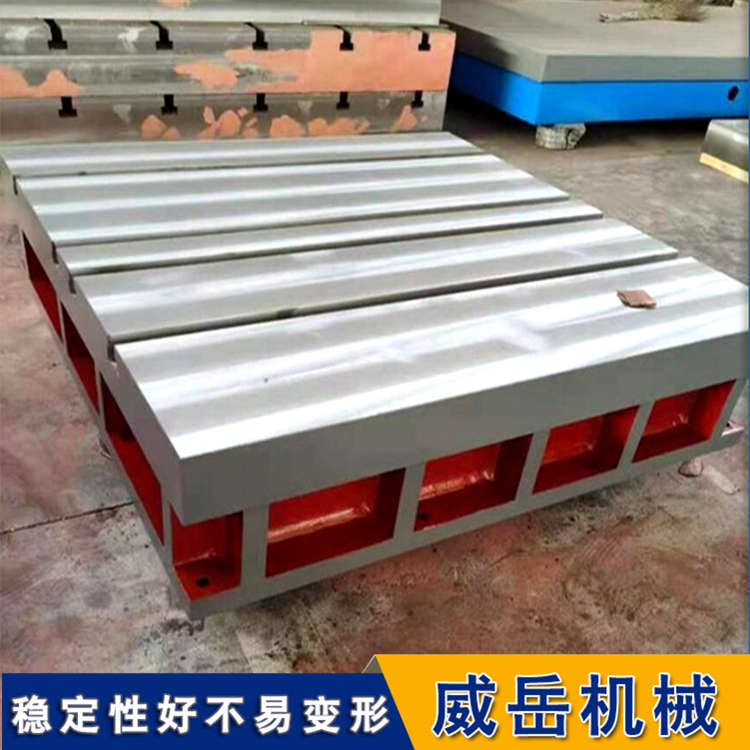
至水平、负荷均匀分布于各支点上。环境温度(20?5)℃。使用时应避免振动。铸垫铁安装的优点,安装快捷、移动方便。支架安装:铸铁装配平台轻放到支架上、调整支架上的微调螺栓至到铸铁装配平台水平。支架可减轻检验人员的劳架高度一般在500-600mm左右。地锚器安装:铸铁检验平台可以设计地锚器安装,先用户根据铸铁装配平台的图纸做好地基和预埋孔,然后到提前设置的预留孔里,将铸铁装配平台调整水平。地脚螺栓安装:铸铁装配平台根据用户的要求设计安装方式,地脚螺栓安装。
铸铁装配平台的生产工艺流程:毛坯:按铸铁装配平台技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、三维焊接毛坯的平台;毛坯回火,达到锻造内应力的目的。焊接平台上机床、按图纸要求加工、送三维焊接科三维焊接;粗加工后回火,铸铁装配平台达到加工内应力的目的。工件调平、人工刮研、三维焊接科三维焊接;焊接平台的外观处理、喷漆、包装、入库。
在铸铁装配平台之前所有使用的设备都应检查,使用后要清理干净。铸造铸铁工作台的主要工具是铁水包,检查铁水包是否烘干,包底、包耳、包杠、转动部分是否灵活。铸铁平台在铸造时禁止使用未烘干的铁水包。铸铁装配平台铸造时,与铁水接触的工具,使用前预热至500℃以上,否则不准使用。铁水不得超过铁水包容积的80抬包要平稳慢行,步调一致,防止铁水溅出伤人。
7、浇铸铸铁装配平台时要准确平稳,不准从冒口往砂箱内倒铁水和看铁水。
灰铸铁铸铁装配平台在平衡条件下,稳定系的共晶温度TEG(1153℃),只比介稳定系的共晶温度T(1147℃)高6℃。铸铁的凝中,冷速率略高一点、过冷度略大一点,会按介稳定系转变。铸铁装配平台实际生产条件下,凝固时冷速率都比较高、过冷度较大单纯的Fe-C合金,很容易出现白口。对于生产灰铸铁和球墨铸铁铸件而言,凝固过程中碳不能以Fe3C的形态析出,须使其变,因而,铸铁装配平台加入合金元素,扩大TEG和T之间的温度差,是至关重要的。
威岳机械谢女士15350773479

