
目前企业对于制冷设备中板件、管板件孔加工和封头孔加工的方式仍然比较单一。主要还是采用传统的孔加工方法,先是划线定位,然后用摇臂钻床打孔,对于大孔径的甚至还要扩孔。有的企业采用一些加工设备,但是加工效率仍不是比较理想。而且工业制冷机容量大,蒸发温度广,对于一些大工件用传统的孔加工方式加工,加的费时费力,效率堪忧。在追求质量与效益的道路上,迫使一些企业寻求新的孔加工方式。
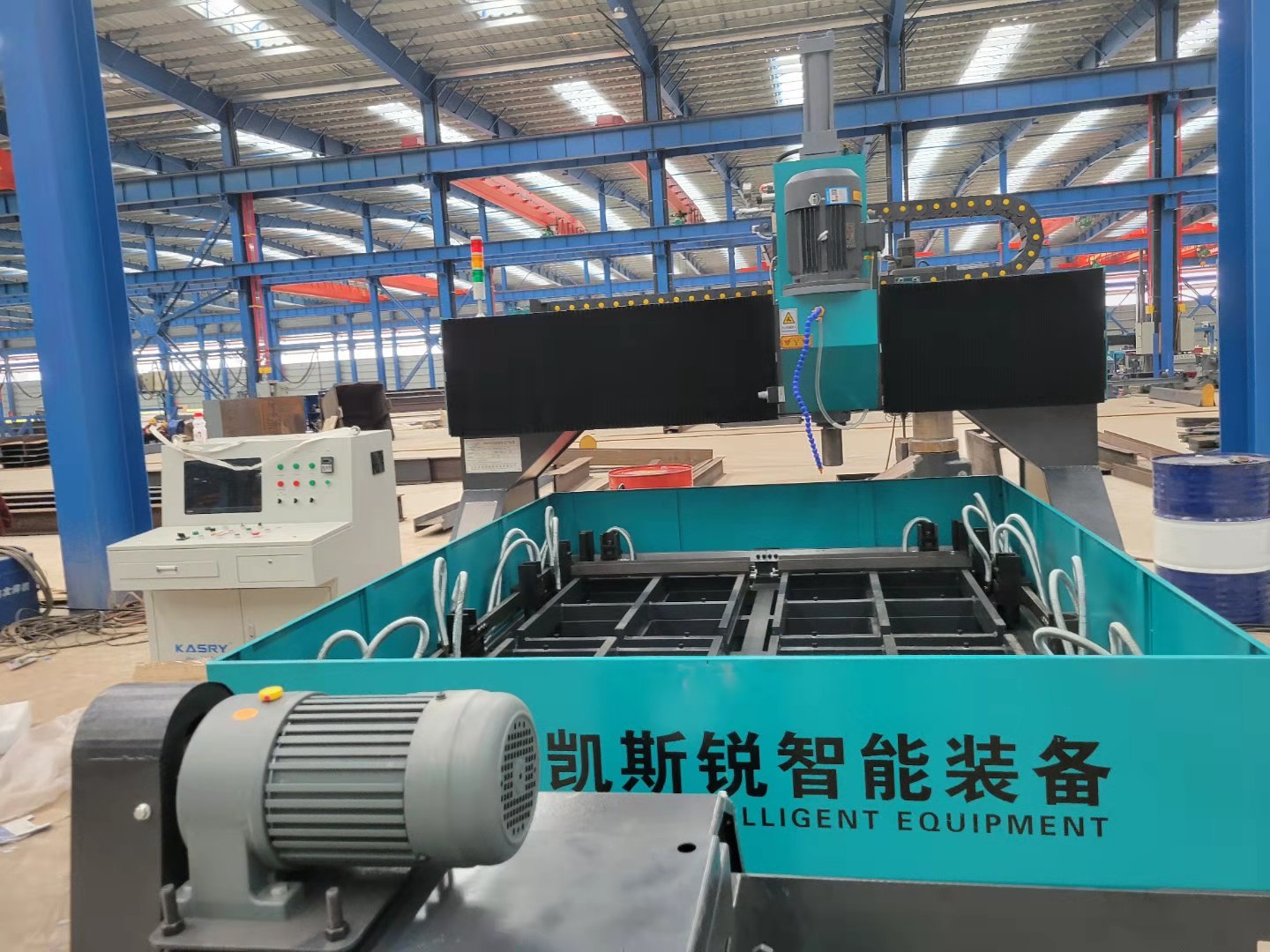
与传统的孔加工方式相比较,数控平面钻减少了加工工序,反而增加了其加工效率和质量。数控平面钻床省去了人工划线的步骤。传统的孔加工定位方式,主要是技术工人根据图纸要求,在X的位置处划线定位,用手电钻或者磁力钻打出定位孔,这样做误差大,效率低。而在数控平面钻床上钻孔只需要将所需钻孔的位置、孔数等参数输入计算数控平面钻床则可以根据输入的参数来对工件进行加工,或输入CAD设计图,即可实现钻削动力头的自动连续大孔径的加工,操作十分方便,精度高而且稳定。
数控平面钻床在加工效率方面。人工孔加工不但精度低,效率也低,加工工序繁琐。而采用龙门移动式数控平面钻床的全自动数控加工方式,钻孔效率可提高5-10倍,可大大减轻员工的劳动强度,保证加工工件的质量。
工件尺寸 | 长度?宽度 | mm | 2000?1600 一件 |
|
|
| 1000?1600 二件 |
|
|
| 1000?800 四件 |
| 叠加加工厚度 | mm | 5mm-100mm |
钻削主轴 | 主轴数量 | 个 | 1 个BT40 |
| 主轴型号 |
| 转莫氏4#,3#的锥孔套头 |
| 主轴转速 | r/min | 120-560mm变频器无级变速 |
| 进给方式 |
| 液压自控行程钻削动力头 |
| 进给行程 | mm | 180 |
| 钻孔直径 | mm | Φ10-50(选配Φ12-Φ63) |
| 主电机功率 | KW | 5.5KW(选配7.5) |
业务咨询:932174181 媒体合作:2279387437 24小时服务热线:15136468001 盘古机械网 - 全面、科学的机械行业免费发布信息网站 Copyright 2017 PGJXO.COM 豫ICP备12019803号
